Best Practices In Setup Reduction Webinar
– I’ll let people stream in for a minute here, but we’ll get started in just a moment. So if you would be interested… If you’re willing, I’d love to have you put in the chat, if you’re at one of our attendees, just where you’re connecting from. City or state or company or wherever you’d like to put in there. But I think we have people from all over. So I’d love to see where you guys are connecting from. From Ontario, Canada, all right. Stevens Point, Wisconsin, Michigan. Green, Iowa, Redmond, Washington. Oh, Dan, hey, how’s it going? Los Angeles, Oregon. Awesome. Fantastic. All right, well, let’s go ahead and formally get started. It is just past the nine o’clock hour here on the West Coast. So thank you everybody for joining us. My name is Paul Van Metre. I’m one of the founders of ProShop, and I am honored today to be joined by Brian Anderson, who’s been with us ever since ProShop was originated, yeah, back in the year 2000.
– 2000, yeah.
– And we have two of our esteemed customers on today. We have Dave Hannah from G Zero CNC and Ben Lang from Dynamic Balance Machine.
– Good Morning.
– And so we’re gonna keep this a little bit informal and we haven’t really prepped that much, but I have some slides at the end where we’re gonna formally introduce those two guys and have a little bit of a discussion. But I know, Brian, you and I have a pretty good system, so feel free to jump in at any time. I’m gonna lead the discussion.
– Sure.
– But Dave and Ben, if you have something that you’d like to chime in with on any of these slides, I would encourage you to do so. Please do so.
– Yeah, and a little bit of housekeeping there, sorry. Obviously, most people have figured out the chat. There’s also a Q&A section which is a little bit easier for us to manage incoming questions. We can try to answer them live or we can answer them with a direct chat back into that question. So on the Zoom meeting, if you have a particular question, like I said, it’s just a lot easier for us if you use the Q&A side of things and then we’ll try to answer all of those as we go through the next hour here.
– Awesome, thank you, Brian. I always forget those parts.
– That’s all right.
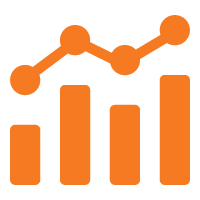
– So what we’re really talking about today is how to slash setup times. And we’re gonna be talking about how we do that in ProShop, but these principles are truly universal and you could do them starting tomorrow in your own shop just using tools you have at your disposal. So, as we kind of go through, I think it’ll become pretty clear about some of the common themes, but then we will of course be focusing a little bit on how ProShop specifically helps to facilitate those through that process. All right, so first of all, I wanna talk about the goal. What is the goal here? The goal of a machine setup is when a machinist starts to setup a machine, they should not have to be able to leave that machine until they have a good part. The setup should be as short as possible and the first part off the machine should ideally be good. And we’re really trying to focus on minimizing the downtime between when your last job came off the machine and when your next job comes onto the machine. And I love to quote the guys from the MakingChips Podcast, “If you’re not making chips, you’re not making money.” Every shop knows that. So that’s really what we’re talking about today. Before we jump right into that, I want to just briefly two little slides about where we came from and our history and background. So my partners and I started the company in 1997 called Pro CNC. In about the year 2000 when we hired Brian, we were right about there starting to outgrow our little home homegrown Excel system. And when we looked out on the market for software to buy, we couldn’t find anything that we liked. And we decided instead of buying something to start billing ProShops. So we hired a software developer and started building something for ourselves. We grew for many years using ProShop as the backbone of that growth. And we kept adding features and we got ISO and AS certified, and we added a whole QMS system, but we really did not intend to ever sell it to anyone else until we had a customer approached us one day and asked us to sell it to them. So after some deliberation we decided to do that and kind of the rest is history. We decided at some point to sell the company. We did in 2014. There’s a little bit of a snapshot of what we looked like at the time, and we went into software full-time in 2016 after a little bit of a break to do some intensive development and actually take a break because running a machine shop for 20 years is hard work as these guys on the call with us know. So let’s break down our setup into three major steps. The first step is that we wanna get everything as ready as we possibly can upfront. So our programmers and planners are going to detail out as much as possible all the things that a machinist will need when they go to set up a machine. That will include you making sure that the tools are uniquely specified, the material is definitely the right material and it’s gonna be here. Any special gauges you need, any fixturing or work holding you need, those are gonna be available. So outlining all that, getting that in a way, documented in a way that the machinist can easily access, make sure it’s accurate and current, not obsolete, and that’s the first step. The second step would be preparing as much of the work as possible offline before you actually need to occupy the machine, right? That old adage going back to if your spindle’s not turning, you’re not earning, or if you’re not making chips, you’re not making money. We wanna take as much… And this is actually sort of a lean principle of minimizing that setup time, making it external to the equipment that’s making revenue so we can prep that in advance. And then the last step would be the actual machine setup where the machinist arrives with everything they need to set up their machine, prove out their code and start making parts. And I found this slide on LinkedIn actually yesterday and I thought that it was perfect. So I snagged it. So what we’re really trying to avoid is our machine’s not working. And this little graph I love it of your job’s running, you’re making profit, and all of a sudden you’re not when your machine is sitting waiting for something. And on the slide on LinkedIn, it was, if you run out of a tool that you were using and you use your last one, then all of a sudden your machine is not cutting anymore. But we want to avoid that both at the beginning of the setup and of course during the running. And I know that almost every shops deals with this. They go to set up a job, they’re right in the middle of the setup, they’re about to start it, and then they realize they don’t have everything that they need, right? So they scramble at the last minute. They overnight a tool in or they decide just to scrap it and set up a different job instead, but it’s just incredibly wasteful and leads to a lot of setup time and downtime. So let’s talk about that first step where planners and programmers should be documenting the details of all of their jobs. And we’ll talk about some specific modules and show you some screen captures here in ProShop. But we can break it down into a few things. The actual setup information, which can certainly be photos, texts, video. And at the beginning of a job, when you have a brand new job, those are typically gonna be screen captures out of your cam system, right? Showing where your zero points are, you know, maybe in the machine simulation, but you’re not gonna have a physical actual photos of the setup until you’ve done it at least once. The next would be tooling information, including your specific cutters, holders, extension lengths, all the details of what those tools are doing. You’re gonna have workholding information with your fixtures, soft jaws, whatever you’re using for fixturing, and ideally where to go find that fixture so you’re not having to search through shelves and shelves to try to find something. You’re gonna need your inspection information. What gauges are you gonna need? What are the actual inspection dimensions, right? So after you make your first part, you need to do your first article by it off, and then make sure it’s good before you start running into production. And then of course, you’re gonna need your G-Code available to you as well.
– I’d like to just add a few little notes on this as you kind of move forward here. A lot of what we’re talking about is really easy to understand in the context of moving from a programmer or a programming department or team to a production team where they’re doing… The production team is really solely responsible for what’s happening on the shop floor. And a lot of times, there’s not a clear line between those two things. But what we found is that, that if you still take the same approach, even if the programmer is the person that’s gonna walk out on the shop floor and do this work, if you take the same approach of documenting these items, your set up will go much better and much smoother even though you were the one that actually programmed it. It’s just like making a little checklist, you know, making a list of all the items that you need to know by the time you get from your desk out to the shop floor. So, don’t lose sight of the fact that there’s actually a lot to be gained here in kind of whichever way that your company is structured. Even if you’re very small and you do everything all at once, there’s still some real value here with these techniques.
– Absolutely. Yeah, good point, Brian. And I know in some shops, particularly maybe for laser work, a guy will walk up to the machine and actually just program it right on the machine in a conversational control. And so in those situations, you’re obviously, your machine is just sitting and waiting while you’re doing that programming. So this slide shows basically some setup information right out of a ProShop screen. So this is sort of a page where you can document what the setup is gonna look like, you know, photos attachment. So you can see there’s an attachment right here as well. Text. So you can really just put in some rich media information. And again, at the beginning of a brand new job, these are more likely to be screen grabs out of your cam system than there would be actual photos. But it’s definitely worthwhile to take some photos. And whether you’re just putting them on a folder network and people can access them later, or if you’re using something like ProShop where you can just upload them right to the page, you know, eliminating some additional tribal knowledge so that the next time you do your setup it can go even faster, is definitely a key point to take away here. The next would be tooling information. So here’s a picture of what we call our sequence detail for an operation. We can see details about what the tool is actually doing, the tool ID number, the description, what kind of holder it’s in, the extension length and what kind of tool life, and even which dimensions on the drawing you are controlling with those tools. If you need to start dialing in and figuring out your tolerances in which tools to make adjustments to. And we’ll show you in a few minutes here, a screen capture from the tool page itself. And I know that for you, Dave, actually, you didn’t really have an organized tool crib, and that’s one of the things that you decided to move towards and do. Have I got that right?
– Yeah, we didn’t and after implementing ProShop and seeing that our setup times were just astronomical, that was where we really decided to move to put in a full-time tool crib person so we can automate a lot of our issues.
– Right on, we’ll dig into that a little more. And how about for you, Ben? Was that true for you? Were you organizing tools before ProShop.
– We were, but we weren’t doing them in a way that we could actually visually see it.
– Okay, okay, awesome. So one of the key points about this tooling information is that especially the way we do it in ProShop is that we can… That tooling demand when you have a work order will then feed into our purchasing system. So it can essentially ensure that you have the tools that you need when you go to do that setup. Again, that’s one of the big things that a lot of shops deal with, as they go to set up a job, they realize they don’t have the tool but it’s too late. They’re right in the middle of their setup and it really creates havoc. Next would be work holding. So in ProShop, we have a fixturing module where you can document different fixtures, where you store them, and then which jobs you use them for. So whether that’s a plate like this or a fifth axis work holding fixture, or a pair of soft jaws or a custom fixture you’ve machined, you can just very easily see where to go find it. And again, you can do this with a spreadsheet, right? Which fixture is it that we have for this job? Which shelf is it sitting on? And I guess, you gonna find that efficiently before your setup actually starts. This is also a great… A lot of jobs have have sort of a whole kit of special things that you need, right? This is a little kit for doing cosmetic blending of cosmetic surfaces. And we used it to make a little toolkit that had the the angle grinder and some little adhesive blending kits and the collet and the air regulator, and those were all in a little box. We gave it a fixture ID number, right? And you can just use that for organizing anything like that. Of course, after you have your first part off, you need to inspect it. Now, what we’re seeing here is what we call the part check information, not in ProShop. So this is the inspection requirements for this particular Operation 50 of this part number. So we can see what the dimensions are, what gauges we need, what the tolerances are. We can even add pictures to make it really clear about the way you’re supposed to be inspecting something. And a lot of our clients import those inspection plans through a CSV import from something like high QA or inspection expert or some other balloon tagging tool to make that quick and efficient. So our next step after all that been prepped in the office and the planning programming department would be to start doing the kitting of the job before the machine is actually ready for it, right? Again, we want to have everything ready on a cart, ready to wheel up to that machine so you don’t have to leave it after you start your setup. So as Dave described, he even a full-time position sort of a tool crib manager to help manage all the tools, do this sort of prepping process. And Dave, would you say that you’ve seen a good ROI on even hiring that person in the terms of the setup reduction you’ve seen across your whole shop?
– Oh, definitely. It’s been amazing the result that we’ve had from just adding one person where you don’t wanna add a non-essential personnel or because they’re not making chips so they’re gonna just cost me money. But the return on investment, and I’ll probably talk about this a little bit later, was amazing at how how much we saved and how much more throughput we’re getting on our machines by just having all of this prepped and ready.
– Awesome, awesome. So we have a unique feature in ProShop that we call our pre-processing checklist, right? Now, a checklist is not a crazy concept, right? They’re used everywhere. But we actually got the idea from a book called “The Checklist Manifesto”. And in that book, they studied hospitals where they put checklists in before a surgeon did surgery. And they found something crazy, like the risk of deaths caused by some kind of mistake went down by like 50%, just from the surgeon doing a checklist process before they started surgery. And they got this idea from pilots. Obviously, pilots go through a very detailed pre-flight checklist. So we said, you know what, machining and manufacturing like this is pretty complex stuff. Maybe not quite as surgery or flying, but it’s really complicated. And if we can just put in a simple process to be able to create a checklist of what someone needs to be able to do to have a job go smoothly, it probably will work, and it did. So I’ll just jump to the next page. This is an example of one of our pre-processing checklist pages. It’s a totally configurable list. So you can have a different kind of checklist, for example, for a brand new job than you do for a repeat production job, where you’ve already done all your programming and things like that. So what we’re seeing is sort of, I’ll call it, a medium to high complexity or list here where there’s programming details, there’s making sure your drawings are all linked in and attached, and then this green section in here is the actual physical prepping of the job. So these color codes actually feed into our work orders. They feed into our scheduling program module, and that just really helps to clarify for people what they need to do and ensure that they have done it. ‘Cause even the best intention than senior level machinists will just often forget things, right? Or the programmer as well. So this is a cool little feature. But again, you could do the same exact thing on paper. You could it on a spreadsheet, you could do it on a whiteboard. But the idea of using a checklist can really help make some big differences.
– Yeah, yeah. And in fact, the checklist for programming that we had initially put in, in our system was literally originally posted on the programming team’s wall. Just a piece of paper with all the things that they would check through their programming system, whichever one they were using before they would release G-code out to the shop floor. So we just took all those things and itemized them within software, and then it became a digital list. So, really effective no matter which way you do it.
– Yeah, thanks Brian. So what we see here is actually a picture of a tool page. We mentioned earlier about inventorying your tools. So I just wanted to show an example of how we do that. What we can see on this page is obviously a picture of this tool. We can see what the actual cutting parameters are. So if the programmer is searching for 1/2 inch end mill with at least five-eighths length the cut and made out of the carbide in two flutes, right? They can see, oh, here’s a tool that we have. I can see I have 29 of them in the bin. We have 13 currently in use in our various machines. So that might even align with one of the machines we’re about to schedule it for, so we could even use the tool that’s already in there and we can see our vendors and things like that. So I just wanted to provide some context. But the notion really of giving every tool a unique ID number that matches a specific tool description is one of the key takeaways here. And you can see in this example, we even have a couple of different brands that you can buy from different vendors that essentially are functionally equivalent tools. But the way that a lot of shops seem to do this and even the way that we used to do it at our shop is the program that would just say, I need 1/2 inch end mill with five-eightHs length to cut, right? And that’s about it, right? And then they leave it up to the machinist to figure out why. We’ll let’s find a tool that matches that description. And most shops would probably have 20 different tools that remotely match that description. But some of them may not be at all suitable for the actual job they’re about to set up.
– Yeah, and with that, one of the things about that, and I think this goes into Dave’s experience as well, is that by the time we actually had a tool crib attendant that was able to essentially make those decisions ahead of the machinist, the head of the setup, that tool crib attendant was able to take a look at every time that a programmer asked for a half inch tool and start to sort of zero in on a common tool that we were able to stock and keep an inventory. And by trying to standardize which tools we were using, we also got better pricing, because we would buy more volume of a single item rather than have 20 different half inch end mills that were all pretty much the same. Now, of course, we did have special instances and all that, but those were usually the exceptions and not the rule. So there’s some opportunity there in terms of cutting costs even just by realizing that you can use a standardized tool in many, many different situations. And having somebody identify that can be really valuable.
– Yeah, great point, Brian. Thank you. So the next thing we’re gonna move into here is prepping those tools in advance. And what we’re gonna show you is our process in ProShop for doing that work. But the idea is still the same, right? Get your tools documented, put into holders before you actually show up at the machine. So what we’re seeing here is what we call our Load Caddy page, where we are onto a page where we can see what tools we need by operation. So in this case, we’re gonna be setting up Operation 60 on our N37 machine, which is whatever machine that is, and here’s the tools that we need. And you’ll notice over here on the right that there are highlights in green showing… The one this is actually showing us is which… is the fact that these tools are actually already in this N37 machine. So ProShop does keep track of where your tools are. So if you say, oh, I already have most or many of these tools in that machine, then you may not have to replace them and set them up again. So the next step of the process is to… And we highly recommend doing offline tool presetting. When you can touch off your tools out of the machine, it just increases the amount of time your machine is gonna be cutting chips and less time actually with the spindle down. So we can actually receive those measurements from the presetter and put them right into ProShop. And I wanted to throw out this sort of second note. And when we send out this presentation, we’ll include the link to the article in Modern Machine Shop. But in the top shops survey that they do every year, there’s definitely the case that shops that do offline tool presetting make a considerable amount more revenue per employee than shops that do not. So as just a best practice, offline tool price setting is a great strategy. So here’s the page where that actually happens in ProShop. So what we’re looking at is we’re preparing a tool caddy. A caddy just like the one you see here in this picture, where we’re pulling the tools, putting them into the right holders with the right extension lengths, and then we’re actually measuring the tool offset as you can see in this length offset column. So if you take a measurement of a tool length, ProShop can receive that tool measurement and put it right into the row next to each tool that you’re measuring. And then the next step will be to transfer those tools and their measurements digitally into the machine you’re about to set up. So here’s that N37 machine, which is this Haas VF2, and we can just transfer the tool offsets from the caddy into the machine when we actually show up to put those tools into the machine. And then ProShop will create an offset file. We have a few different formats of a G10 file where you can then take that set of tool offsets and create a file to just upload right into your controller so you don’t actually have to type in the tool offsets. Because as every shop knows, if you’re manually typing in tool offsets, the chance of having a fat finger missing a decimal or a digit can lead to catastrophic results. And I see both Dave and Ben nodding their heads. So, have you guys had that happen before.
– Oh yeah.
– Yeah. Yeah, that’s something you definitely want to avoid. Okay, so at this point we’ve loaded our tools, we have our fixtures loaded, our material and G-Code, and we’re making our first part. So what this page shows us is what we call our process development feature. And again, this is a concept that you can use in any system you want or something you make yourself, but it’s the idea that we are capturing opportunities for improvement so we can make the setup better next time or maybe even at the second half of this time. So depending on how long your setup is. So this is a feature where a machinist can identify something that they think that needs solving. They can immediately message the planner or programmer person, and then they can start working on solutions or having multiple different possible solutions, which they could initiate right on this setup right now or maybe just make sure they have it done for next time.
– Yeah, and if you’re working on a repeat product, you’re doing something over and over again, this is also a really great place to be able to log what your revision changes are through the course of time. So you can actually put in there quick little notes, Hey, rev A to rev B, all they did was enlarge the holes by 10 hours or something like that. And that way, the next person just doesn’t have to guess or they don’t have to go back and compare the two prints. That’ll all be quickly and easily summarized for them.
– Yeah. Great point, Brian, thank you. So then we have our first part off and we need to inspect it to make sure it’s good. So what we’re seeing here is the first article page out of ProShop. This again is just for a single operation, Operation 50. These are the dimensions we need to inspect. Here’s the gauges, here’s the tolerances, and here’s the actual results. So ProShop will flag anything that’s a little bit close to the limit here in yellow. And if we had something out of tolerance, it would immediately turn red and pop up a warning that your dimension is bad and prompt you to create a non-conformance report which triggers all sorts of things to happen. Let people know and figure out what you need to do to fix that. So once that first article is verified, this is a step in ProShop again, we do what we call a certified to run check box. So we have again, a specific list of things that we need, that we believe should happen before you move into production and say that this job is totally good, setups done, the part’s good, the process is stable, and we’re ready to hand it over to an operator or go into production. So that’s what we do in ProShop that triggers different things to happen and we start production. So that’s essentially the process. So I’d love to now bring in sort of formally Dave and Ben. So Dave, I grabbed a picture. So this is a picture of Dave demoing ProShop to a prospect who eventually signed up with us at a trade show where he flew out to just participate in a customer panel of ours. And I said before we actually went live on here, Dave is joining us. You can see on the wall behind him, he’s definitely a hunter and he was on a hunting trip, and he just told me last night that he came back from his hunting trip to attend this webinar and then he’s gonna go back again back to hunting. So Dave, thank you so much for joining us and taking the time. And Ben, thank you so much as well. So I’d love to just kind of, maybe Dave start with you and have you just share a little bit of your experience of what you’ve seen doing setup production as with any of the points that I brought up in the prior slides and kind of the benefits.
– So when we brought ProShop in, and of course we were looking for something that could do a really good schedule and I can see where parts were. And the one thing nice about ProShop is notes. You can put notes in as the machinist is doing his work. And so what I noticed is our setup times were just crazy. I mean, we were missing them all the time. It was very rare. Even on a brand new or on a repeat job, we’d miss it. I mean, I read a note in one of them that he was looking for a 10-32 tab. And I mean, that costs $8. And I’ve got a guy walking around my shop looking for a 10-32 tab. And so I’m like, okay, this is obvious. We’re missing fixtures they were looking for. They were missing tools. So I was like, Oh, well, I remember in the implementation process, Luke, who was my implementation guy, said, “You got to use the tool caddy. “You know that your tools, you can preset.” I looked into that a little bit more and said, “Okay, we have to dive into this.” So we went full on board. I moved the gentlemen into the tool crib that was doing other items and said, “Okay, this is your puppy. “You’re gonna take care of it.” So he went all for it, ended up just making huge headways quickly. It was amazing how simple it was and we weren’t doing it. That’s what was the most obvious thing for us, is that it was a super easy item to do that just saved us a ton of time. So now we’ve stopped expediting tools in, guys aren’t looking for anything, everything comes out the little caddies there, it’s got fixtures with them, and we’ve even started putting in special. There’s like a tight tolerance hole that they’re gonna be inspecting. The machine will put in their inspection procedures there. And we just saw more than half reduction in our setup times. And so now when we were putting them in, and that was affecting our schedule, so now I’ve reduced my setup time tremendously, and so we’re hating our schedule more often. And literally, since we’ve done this, we’ve impressed our customers so much by knowing ahead of time and saying, “Okay, I’m gonna be late. I can see it. I honestly know what I’m gonna do on my schedule because I know in reducing these things. The guys aren’t walking around the shop looking for things. So it’s been an amazing tool and it can do so much more than just these simple little things.
– Well, thank you Dave, I appreciate it. And then, so Ben Lang from Dynamic Balance. Ben, I was actually just reviewing the footage of the interview that we did a few days ago and your setup guy that we interviewed, he’s like, “Yeah, I’ve already set up time by like 50%.” And I’m like, “We have a webinar coming up tomorrow.” I’m like, “Ben, do you want to join us?” So thank you at the last minute for joining us, and we’d love to hear you share some of your experience.
– Yeah, that’s good. That’s good to hear back that my employees see value in being able to reduce setup times by just using the software, right? So I had no idea he said that and I’m glad that he had mentioned that because it has helped us reduce setup time. And, you know, I mean, I think as far as we’re a company is that, is we’re on a journey with ProShop and we can see improvements almost in every aspect of our business, especially in set up reduction with all of the things that you’ve mentioned so far. I’m sitting here nodding my head, I’m like, “Yeah, we’re doing that, we’re doing that. Oh, we could be implementing that more.” I feel like there’s always been something I’m like, “Wow, I had no idea that ProShop does that. We should use that feature in ProShop.” So all the things that you mentioned, I’m sitting here saying, “Yeah, we’re doing that, we’re doing that and we’re doing that.” So it’s good people to see maybe where they’re at in relation to their business right now and saying, “Wow, we’re doing all these things on paper and templates and we’re losing them or people aren’t seeing them or we’re not as organized in this area.” And then they can see like, “Hey, here’s two actual people that are using these features in ProShop and they’re being successful.” Right? And we’re sharing how we can be successful and help other shops be successful as well.
– Yeah, thank you, Ben. So Ben, I’m curious, like Dave did, did you move someone into a full-time tool crib position? Or do you just have machinists do that prep work in advance?
– Yeah, I mean, pro… I think Dave has got a great approach there and I’d really think that we can move more towards that. But ProShops enabled us to maybe have hands off of having a crib manager because things are so well organized and input into our system using all the capability that ProShop has. We haven’t had to do that, but I still think that’s a direction that we could move towards.
– Yeah. Yeah, we had sort of a hybrid at our shop for awhile. For several years, we just had machinists go do that prep work while they were running their other jobs, right? So if they had some longer runtime and they had maybe 10 minutes free every 30 minutes, they would just go and they could see what jobs were coming up a couple of days in advance. And Brian, I’m sure you can speak to this much better than I can, but they would just, yeah, do that prep work in advance before they’re finished with their last jobs.
– Yeah.
– Right.
– Yeah, that’s one of the things about having the integrated pre-processing checklist is that we had great visibility through the system especially on the schedule to understand where jobs were. If they were stuck in programming or if they were stuck even ahead of that in project management, but they were getting close to the top of the schedule meaning they needed to come up pretty quick, we could take action and say, hey, you know, I realize that you’re behind. Do I need to reschedule? Do you need to reschedule your time to get this program in and out of the machine so we can get our tools put together or what? And you have that visibility pretty easily through the scheduling resources, which is just a huge, huge benefit.
– And then eventually, we did move to having a full-time tool crib person who actually also then did ordering of tools. Is that correct, Brian?
– Yeah, yeah. And what we did was, we were growing at a pace where our sole procurement person, we had one procurement person for a very long time, we were growing to a point where that person was not really able to effectively keep up with the volume of work for materials, tooling purchase, general purchase, external processes analyzing and such. And so we were trying to really sort out… Well, we didn’t really need a second procurement person. But because we were tracking our setup times and we were able to also understand kind of within the same timeframe that our machinists were spending quite a bit of time, not in front of a machine, whether they’re doing setup or running production or something else that was value added, they were actually going and putting fixtures together and doing this pre-processing. But again, it was at the deficit of having them in front of a machine. So we were able to take that information and say, all right, well let’s try to solve two different problems here. Let’s try to get our machinist in front of the machine, have a tool crib person be responsible for doing this pre-processing and job kitting where they’re actually getting the tools and fixtures and everything prepped. So the machinist just has to pull the cart but then also take burden off of the procurement agent and say, well, let’s have our tooling crib person do all the purchasing for the cutting tools. And then because of that, we consolidated that into a person that also knew more about cutting tools, knew more about fixturing and job setup, et cetera. We were able to see a benefit there, like I mentioned before, do multilevel purchasing, consolidation and standardization of cutting tools, and just start to see quite a bit of a benefit with that approach. So again, that was because we were able to measure all sorts of things and see where can we put our efforts to sort of streamline the system.
– Yeah, yeah, thank you. And do you remember approximately what size we were when we decided to finally take something off of Bruce’s plate and…
– And in terms of employees, I wanna say we were probably in the neighborhood of about 50 employees running three shifts, so seven days a week.
– Right, yeah.
– Yeah.
– Yeah, I’ve talked to other shops who are smaller and have two or three full-time purchasing folks. And I’m like, well, that’s just not efficient. And in fact, one of our customers out of Connecticut about a 15 to 20 person shop, they had a full-time purchasing agent who just did raw material and I would say processing and tooling, and they were able to completely free up that position, just incorporate the purchasing process in the other folks and still have it be much faster and get all those tools there before they needed and free up a full-time position. Another point I wanted to make, and maybe Dave or Ben, you can speak to this as well. I think both UPS and FedEx make a lot of money off the shops that are scrambling at the last minute to buy things that they realized they didn’t have, and you’re overnighting shipping charges. Do you guys have any feedback or thoughts on how much you used to do that? And now that you’ve been more proactive rather than reactive how you’ve reduced some of those costs?
– Well, I would say for one, we’ve been able to have a forward-looking notion that when a job comes in, it goes through that pre-processing checklist and nothing gets missed because you can detail that as little or as big as you want down to make sure you have everything in front of you before that job ever hits the floor you order material or tooling or anything like that. So that right there gives you an ability not to have to rush, not to have to overnight. It allows the person that’s doing the purchasing for any of those items to be able to shop them and save you money at the same time, right? And I think we had… you and I had a conversation during our interview that somebody had at one point just saved a huge amount of money just to pay their ProShop subscription by eliminating all of their overnight fees.
– I’ve had three customers now tell us that they’ve saved more money on reducing their overnight charges than ProShop costs them in total.
– Right, it no brainer.
– That’s a no-brainer, yeah. Dave, did use to use UPS overnight a lot more than you do today?
– Oh yeah, UPS Red was our friend. Yeah, it was crazy. So it got very frustrating. And now that we have… I mean, and our tool room attendant, they purchase the tools and also help with scheduling and everything. So he’s not just full-time on the tool side. We get a lot of use in other areas because it’s so efficient now. In the beginning, it was full time just to get it set up and take a lot of pictures. And taking pictures of the tools is a must. It seems silly to take a picture of something we all know what it is but it just comes in so handy to have the visual there.
– Yeah.
– I’d confirm that too as well. I mean, and one of the biggest thing is that it is a daunting task to say, okay, we’re gonna get organized and we’re gonna do this. But if you can at least take a picture of it, if you can put a text description in it, get most of the details, and don’t worry about if a lot of them are there, just actually do it. I mean, because I think for me being a machinist and an owner and a perfectionist, you wanna have all the details dialed down. But if you can just get him in there and get that process going, you’ll see how efficient you can be.
– Yeah. So have you guys… I’m curious just about the actual storage of the tools. Can you guys describe a little bit about how you have physically done your storage? Maybe starting with you, Dave.
– Yeah, we bought a really nice, like, a toolbox. And so, it’s now… It’s so nice because you get a new tool, it gets a new number, you know where it’s at in the van. So it’s not like you’ve got, Oh, I’ve got to put all my three-eights end mills next to each other. You just create a new number, it goes into the band. We ended up getting some little tiny boxes to bigger boxes so everything fits in there real nice, and so it’s been great. You’re not searching through a bunch of three-eighths end mills to look for the right one because you have all three-eighths in one little box and you’re pulling tubes out and seeing what they are. Now, it has its own number, it goes right in the box. You need it, you just look at the drawer, open it up and there it is.
– Yeah, and I’m gonna pull up and show a picture here. So this is obviously a different. This is not like a tool cabinet, but this is from another customer in Massachusetts. And one of the key things you just said there is not storing tools by size anymore, right? Not all your three-eighths end mill next to each other and you have ones with a 30 corner rad and a 32 corner rad, and a 60 corner add. And people might put them back in the wrong spots and then you grab the wrong one. So one of the key points here is with those tool ID numbers, when you make a new tool number, you just put it next in whatever your tool system is, right? Whether it’s in bins, whether it’s in akro-bins like this, it just goes next. And what the company, Marzilli Machine here, what they told us is that they can… They’ve done little tests. If they say, all right, go find tool number XYZ in less than like five Mississippi, they can always go find that tool and pull it, right? It does not require searching through things. They just go straight to the bin. They can see the numbers right on it, they grab it, and they’re pulling up here on a surface tablet and doing that sort of prepping and grabbing the tools and then bringing them over to the tool crib to do that presetting process. So yeah, the key is not storing tools by type, right? That’s a big thing and a lot of people… I was on a discussion, I think, on either Facebook or LinkedIn and people are like, “Oh, that doesn’t make any sense “to randomly organize your tools. “You should put them by size and type.” And what James, the owner of Marzilli Machine said is every couple of years, he would have to completely tear apart his tool storage and redo it because he had now had too many three-eights end mills and he wanted to get them all back next to each other. Does that ring true for either of you guys?
– Yeah, absolutely. I mean, for sure, we’ve started to… I mean, initially, that makes sense to organize tools in size but not based on an actual number. And we currently do that because I think it’s maybe a little bit different but now when we add a new tool, it goes into a different location. It doesn’t go near that, but we just keep everything where it’s at. And I would say, maybe we started our business on that notion that everything needed to be organized according to its size and flutes, and work holding based on size and all that, and we maybe did things a little bit different where we purchased horizontals with 218 tools in each machine. So we have roughing tools, finished tools, redundant tools, all within our system. And so a lot of those tools are in the machine per se instead of being in a caddy system, but redundant tools, we do have 400 locations where we can put tools that are offline and can be set in those locations so we can be able to access them extremely quickly.
– Right, great. Yeah. And I did want to come back to the slide and point out that when you are loading tools into a machine through this little load behavior interface, you can say, for example, your first eight tools or 10 tools are standards, right? You have your standard half-inch rougher, three-quarter rougher, whatever, you can just load, say, starting at tool pocket 15, and that’s where you bring in your custom tools for that specific job, assuming you are swapping things out. But yeah, having tools with huge carousels certainly makes a big difference and not having to go through that process at all of loading up tools or very few of them. So I’d love to get to some questions. We have a bunch of them now. Brian, do you want to take lead on that?
– Yeah, sure. We’ve got a couple of questions about the licensing structure, how the software… How ProShop in particularly is sort of delivered. So the way that we have it set up is essentially being a paperless system. We have every employee as a user in the system. One of the really important things to remember about ProShop is that it’s all web browser based. So all employees interactions are gonna be through a basic web browser. You don’t have to install any special software on any individual computer or anything like that. So with every employee being a user, there’s sort of three… Thank you, Paul. There’s three different levels of license types. And each one of those license types will have specific access to the things that they need. The vast majority of the people in the company are going to be a package A. That’s the shop floor operatives and so on and so forth. They’ll be able to process and do everything that they do, probably do a much higher degree than they’re doing in the existing system that they have now because they will have more visibility. They’ll be able to see what they need and sort of one-click access to a lot of different features about the jobs that they’re working on. A level B is gonna be kind of that next step up. So that would be a supervisor, office person manager. Somebody may be doing the estimating or procurement. They’re dealing with some more sensitive data, pricing structure, running reports, looking at job progress and efficiencies through the shop. That’s kind of that sort of mid-level. They have quite a bit more access to be able to not just view things but also actually have edit access to various different records. And then finally we have a package C, which is the full administrative, an executive user. So that would be somebody who is in the system, looking at all of the configuration of the system, all the financial configurations, setting up user access for other users, really being able to tailor the system to what their needs are and then get in and see all that really, really juicy data on how everything is running and dictate how the company is gonna run within the ProShop environment as well. That’s kind of part of that. So typically, with most companies, what we’ll see is, there’ll be a couple C-level users depending on exactly the management structure. A good number of office users are B and then the vast majority of people are A. And we’d be happy to chat with anyone about what that looks like for you for your individual companies. So if you want to reach out to us, we can kind of talk about in more detail how those breakout for your company and what that means.
– Thanks Brian, I appreciate it.
– Yeah, yeah. Another thing is what kind of service is included? So it’s also really important to note that ProShop is a full ERP. We typically replace other ERP systems as well as other software. So it’s not uncommon for you to actually be able to replace three or four different pieces of software with ProShop. So we’re handling everything, I always like to say, from the front door to the back door where you can track all of your quoting, all of your orders for your customers, the actual work construction through the shop, all your scheduling and all your purchasing, and a lot of the other things that we’ve already looked at today. So it is a full service software, really easy to use. Like I said, it’s all browser-based. So, there’s not a whole lot of learning curves so to speak in terms of being able to navigate the system. It’s just people logging in. Whether you’re in the Cloud or On-premise, we can do it either way. And the great thing is most people already know how to use web browser. They do it every day whether they’re on Facebook or they’re buying stuff on Amazon or whatever it is, they already know how to use a browser. So you don’t actually have to teach them how to navigate through that totally new program. It’s just navigating webpages and the like, so to speak.
– Just two things I wanted to add on that, sorry. Because it is paperless, I got rid of the huge contract that I had for this massive copier. All I also have is a little tiny HP printer sitting on my desk if I need to print things off. So we got rid of that. And then the web-based is amazing because I can check on things from home if I forgot about something. I can go hunting quite often and if I need to do anything, I just drive up to the top of the mountain where I get coverage and I can log in and check things out, make sure I’m happy and then head back out to the mountains.
– That’s awesome. So a couple of questions. Chris asked, “How many employees and machines do you guys have?” Just, he wanted to compare how to his shop size. So maybe Dave, I’ll start with you.
– About 20.
– 20 employees and how many machines?
– 11.
– 11, okay, and you Ben?
– We’re at 11. We just added two employees last week.
– Okay.
– And they are trained, and it is like incredibly easy. It’s so easy.
– And how many machines do you have?
– We have nine machines.
– Okay, all right. Hopefully, that answers your question, Chris. We have… I mean, I’m about to post some something on LinkedIn from a one man customer who was absolutely loving it. And then we have customers that are 180 people running across a couple of different facilities. So ProShop really can work for all different sizes. So hopefully that answered your question.
– There’s a couple of more questions about the training side of things in terms of like, you know, how do we approach training? How do we approach the implementation? So first of all, we have a very robust training plan where we spend a set number of hours. Usually, it’s around 30 hours with your company. There’s some self-directed training, meaning videos and tutorials about how to use the system, as well as one-on-one with the ProShop implementation specialist. With that, we typically start training at the very beginning of the process. Again, front door to back door. So we’ll talk about office people, estimating, order entry people doing project management and that sort of thing, and then move our way through the workflow of the company to go through that. With that said, it’s a very dynamic process and can be tailored quite easily to match what your company needs. Oh yeah, thank you, Paul. There’s the standard sort of a list of things. This is a work order that we would actually create in your system that details all the steps. And within this, of course, when you click on one of the links, you get into individual training areas and the different things that we want to be able to train on. And any appropriate and related documents are sort of linked through here. So we’ll be going through this process kind of by department or by role, however you want to describe that. And like I said, we typically start at the front door and work our way through, but it is dynamic, and it can be tailored to what your company needs. And usually is at the very beginning. We go through that. That’s the first step of implementation. And the amount of time it takes for most customers and sort of the medium, small to medium size, we would say that it takes about eight to 12 weeks of time to go from the very beginning of that process to the point where you have a full system of record change and you’re in ProShop. So, two to three months of total time to get into the system and actually use it, and then pull the plug on the old system. That’s pretty typical for us. Your speed can vary, of course, because you might have a lot going on or maybe you don’t have a whole lot going on and you can really focus a lot of time. I think, Paul, what’s our record implementation time?
– Four weeks.
– Four weeks.
– Yeah.
– Yeah, so very motivated.
– Yeah, we had a customer that did not want to renew their subscription for their other software, and their subscription was expiring in four weeks or had to renew for a whole nother year. And they did not want to do that, so they were very motivated to be done and they pulled the plug in four weeks and switched over. And yeah, that was our record.
– Right, yeah. Some of the IT stuff to maintain the software, that really depends on if you’d choose an on-premise server or Cloud server. IT support is included in subscription or purchase and maintenance pricing. So, again, that’s really a question that we’d like to talk to you about and zero in on your company and be able to answer that in more detail. I know we’re running pretty close to the end here, Paul. Let’s see what else we have on the questions.
– Yeah, we’ve had a couple of questions about OEE and machine runtime and downtime. So today, ProShop does not directly monitor those things. We definitely have… And in fact, I’ll pull up here. Let’s see. No, that’s not one of my bookmarks. We definitely have dashboards that allow us to see things. Well, actually that’s not the one I wanted. What I wanted was the time tracking breakdown.
– Yeah.
– So we do have a dashboard like this one here. But this is really focused on the people time, you know, your human capital. What are they doing? What are they spending their time doing? And seeing how that compares to different months. Are we spending a lot of time in setup or running or troubleshooting. But as a bit of a sneak peek, we are definitely moving towards the direction of directly feeding machine data into ProShop and recording things like OEE and having that feed right into schedule of runtime and parts made. So, it’s not a feature today, but it will be a feature in the future.
– Yeah.
– So, great question.
– So, yeah. Yeah, thank you everyone for continuing to…
– Yeah, lots of questions here.
– Yeah, give us all these questions. So some of the KPIs, actually, ProShop will gather key performance indicators automatically depending on what it is that you want. I don’t know, Paul, you want us to go the system homepage and we can take a quick look at what those are.
– Yeah, so there’s some dashboards for on-time delivery performance, internal quality, supplier performance, customer perception, returns, employee satisfaction. So yeah, these just all directly link right into a dashboard to show you the raw data and summarize it and give you metrics. The question here was keeping track of setup hours. That page I had up before certainly will allow you to see things like setup hours and you can click right into the data and see what that time is. And then we can go also straight into every work order and go look at a summary of those time, right? Here’s 56 hours of total time on this job. We can also filter it for setup directly and just see there’s 22 hours of setup on this job. But probably even more important, if we go into this job progress link, we can just go see graphically how much our setup time is and compare it to our actual targets. So we can see in this job, we were way over our setup time. We was supposed to be about 7 1/2 hours and obviously it was 22 hours. Where did that go south? Right? So we can see, it went really south on OP 50. OP 60 was fine. OP 80 was also not great. But it really allows you to dive into those details and then you can go straight into the raw data and then see. And even notes like this guy had a lot of trouble with the fixture, right? So that’s why clearly this one went south. The fixturing was just a bad design and we hopefully will… Once we’ve solved that, that’s not no longer a problem that we’ll have to deal with next time. So, yeah, great question. Thank you. Let’s see just a couple others real quick, not really related to setup. Cover EHS. So we definitely have, not a specific environmental health and safety, but we certainly have modules that can be used to kind of manage risk assessments and storing MSDSs. Yeah, so we’d love to be able to talk with about you, talk with that, Nick, if you would like to set up a demo with us. And Chris. The one thing we’ll mention here, ProShop is used in conjunction with something like QuickBooks or Sage 50 or some other accounting system, and we have integrations that make it very simple to push and push data straight over to those systems. And in fact, we’re getting deeper and deeper embedded. So it’s really quite seamless. But no, not all people would use that. If we went back and looked at that list of users, the shop users still have access to quite a number of things like scheduling. They can look at the schedule. They can’t edit the schedule but they can look at it. But they’re not gonna be doing things like purchasing on the shop floor. I think we need to cut that off. We’ll definitely send out this recording and a copy of all those slides. So thank you all very much for your time today. I hope that was useful. I hope you learned something that you can immediately take back and start implementing in your shop. And of course, we’d love to talk with you about ProShop. And thanks again so much to you, Dave and Ben. Just appreciate you so much and thank you.
– Yeah, thank you.
– [Paul] All right, take care everybody. Have a good day.